Custom Injection Mold Supplier Explains 4 Most Common Errors
4 Common Errors in the plastic injection process, causes, and solutions
Contacting a custom injection mold supplier can save you from many project issues. Many defects can form on the finished plastic product. In this article, we will discuss all the common errors in the plastic injection process, their causes, and how to fix them.
Common mistakes in the plastic injection process
There is a lot of room for costly mistakes when it comes to the injection molding process. Quality problems in injection molded products can range from minor surface defects to more serious problems affecting product safety, performance, and functionality.
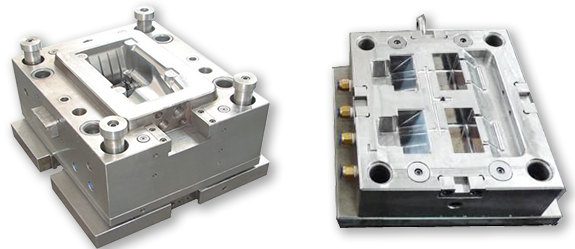
How to get high-quality plastic injection mold
The quality of the plastic custom injection mold supplier is equally important to the molding process. The injection molding company you choose to help you manufacture your product overcomes common mold problems.
When you have a high-quality plastic mold plus a good injection molding process. This will yield the expected results from the final product. Plastic injection molding is a common way to produce all kinds of items. It can be like garden tools, electronics, kitchenware, etc.
Components are easy to make from
- Glass,
- Polymers,
- Metals,
- Plastics, etc.
Working on high-quality molds is the only way to ensure high-quality molded parts.
Common errors in custom injection mold supplier
Common errors are easy to be caused by the type of raw materials common in the plastic injection process, the quality of the plastic mold, the skill of the workers in the injection molding process, the injection molding machine, etc.
Fortunately, the treatment and prevention of common injection mold is also important. And using these methods, manufacturers can make high-quality custom injection molds, because if you make a high-quality mold, all other problems are easily solved. Understanding what defects and what causes them is the first step to ensuring that products developed in the process consistently meet acceptable standards.
Defects can reduce the loss incurred
These defects can reduce the loss incurred because of unsold products or defective products returned after the sale. Let’s look at the most common injection molding errors, what causes them, and what you can do to fix them.
Common mistakes in the plastic injection process
Possible defects due to process failure
Sometimes the problem is not with the raw materials or tools common in the process, but with the injection molding process itself. Once you are sure that the defects are caused by the process, all you need to do is adjust certain important factors like wall thickness, which are easy to avoid.
1. Line Mark
Line lines (also called flow lines) are waves, streaks, or lines that change color compared to the area around them.
These are visually visible near the ‘gate’ points or gate locations of the custom injection mold where the molten plastic enters and through the injection molding process. They do not affect the functionality of the finished product but are irritating, especially when found on cosmetic products.
Reason:
The flows are due to the change in the cooling rate of the molten plastic as it flows through the barrel and the mold is heated and solidified. This also happens if there are thin walls and thick walls instead of a uniform wall thickness because the material cools at different rates.
Slow injection rates or low-pressure injection molding can also cause flows, as the plastic cools very quickly and becomes thicker, forming molding defects such as patterns or wavy streaks.
How to fix custom injection, mold supplier:
- Increase injection speed, pressure, and material temperature to ensure the material fills the custom injection mold before cooling
- Rounding mold corners where wall thickness increases to help keep flow rates consistent and prevent flow
- Relocate the mold gates to create more space between them and the mold coolant to prevent the material from cooling too early in the melting process.
- Increase nozzle diameter to increase the flow rate and prevent premature cooling
- Applying lubricant to the surface will also aid the flow of molten thermoplastic material in the running system.
2. Burns
Burns are dark marks on the edges or on the surface of the molded part produced by a custom injection mold, which is not part of the product design. They are usually harmless unless they burn causes the plastic to decompose.
Reason:
The most common cause behind burn marks is air bubbles or resin trapped in the mold cavity that overheats during the cycle. This may be due to high injection speed or material overheating.
How to fix Burns:
- Lower the melting point and mold temperature to avoid overheating
- Reduce injection speed to limit the risk of air trapped inside the mold
- Widen the air vent and outlet to allow trapped air to escape from the mold
- Shorten custom injection mold’s cycle times so trapped air and plastic have no chance of overheating
3. Warping
Warping occurs when different parts of the product cool and solidify unevenly during plastic processing.
Reason
The main cause of warping in plastic products is the premature cooling of the material. This may or may not be due to overheating and the absence of uniform mold walls.

How to fix:
- Ensures cooling slowly and long enough to avoid uneven stress on the material
- Lower the temperature of the material or custom injection mold
- Try switching to a material that shrinks less during cooling (e.g., granule-filled thermoplastics shrink much less than semi-crystalline or unfilled ones)
- Redesigned mold with uniform wall thickness and part symmetry to ensure more stable part during cooling
4. Vacuum/air bubble
While not considered a major defect, it can lead to a deterioration of the product during product development.
Reason:
One of the most common reasons for vacuum voids in plastic products is insufficient pressure in the mold during low energy production.
How to fix Vacuum/air bubble:
- Increase injection pressure to push out trapped airbags
- Choose a material with a lower viscosity to limit the risk of air bubbles forming
- Place the gates close to the thickest parts of the custom injection mold to avoid premature cooling where the material is most susceptible to voids
