Introduction of Automotive Injection Mold
As in all industries, plastic Automotive Injection Mold has its types of defects that can damage or damage the part. It is very important to work with companies that understand and have the quality control and non-compliance skills needed to avoid defects and inaccuracies in production.
Not all defects occur in the same way, so it is important for you, as a client, to understand the reasons for their occurrence. Today we are considering “divorces”, a typical cosmetic defect that may indicate problems with plastic or with the production process.
What is a singularity in plastic injection molding?
Divisions in injection molding are determined by the stripes that occur along the entire surface of the formed part. Most often silver is a reaction due to water entering the plastic during the heating process inside the mold. This is due to the humidity in the places of supply of plastic, which when heated.
In the middle turns into steam. Then it turns into tiny gas bubbles, which penetrate the plastic during its injection, leaving a silver pattern on the surface of the finished part.
What are the main causes of divorce?
The main problem with this Automotive Injection Mold defect is moisture, but how exactly does moisture get into the process? Although plastic resins/plastics that melt to form parts are often considered waterproof, it is important to remember that many of these plastics are easy to absorb or covered with moisture at various points in the process.
They may come from the manufacturer already containing moisture or receive this moisture during transportation, storage, or preparation for production. The plastic needs only a little moisture to cause the highlighting effect – ie the appearance of stains.
Elimination of Automotive Injection Mold defects in details
Whether you have already dealt with stains or just want to avoid them in the future, it is important to remember to protect both the material and the equipment from moisture. Here is a list of specific recommendations to avoid this most common problem.
Avoid degradable plastics
If plastics remain heated for too long or at too high a temperature, they can begin to break down and decompose, releasing gas and moisture, causing spills. Avoid too much re-grinding: Too high a re-grinding rate – the use of reusable thermoplastics – sanded after use before.
It can also become contaminated with moisture. Eliminate inaccuracies in the feed rate and the design of the mold: if the plastic melting nozzle is running at too high a speed, or if the Automotive Injection Mold hole is the wrong size, it can also create spray effects – stains.
There are several steps to getting a finished plastic product.
The variety of plastic parts that we encounter every day – is very large, and every day they become more and more. Plastic products are common by more than 90% of the world’s population, in this regard, the processing of plastics is developing very rapidly, there are new technologies for plastic casting. A large niche in this area is occupied by injection molding of plastics with the help of a tool called – a mold.
- Detail design.
- Construction of the mold according to the drawings.
- Making a mold.
- Checking the efficiency of the forming equipment.
- Product casting.
- Product design
To create a 3D Automotive Injection Mold model, such important factors as:
All stages of mold part development are done using software (CAD). The use of CAD reduces the time spent on development, reduces the percentage of design errors in the design of the Automotive Injection Mold. The designer of equipment (molds) makes a mathematical design of 3-d model on the information given to it from the customer.
- product individuality
- material characteristics
- product part optimization
The result will be a model and a drawing of the product. It can be common to evaluate the product and its forming equipment.
Design of Automotive Injection Mold
When the development of the part is completed, the design engineer begins cooking to design the mold. The choice of components for molds is of great importance. The stability of the form, quality of a forming surface of the form, ability to give of processing of working parts, and quality of the future plastic product depends on the material.
Steels with a hardness of 30… 32 HRC are required for the correct operation of the mold, they can be common for the manufacture of Automotive Injection Mold parts of the mold without heat treatment, these factors will significantly reduce the time for the manufacture of equipment.
9 reasons to use Automotive Injection Mold
Nowadays, more and more often molds come from corticosteroids (hot runner systems), and there are reasons for this. The use of corticosteroids has many advantages. Including:
- casting time costs are reduced.
- reduced pressure in the mold.
- improved product quality.
- reducing the cooling time and obtaining the finished product.
- lower cost of the product.
- There are also disadvantages of using corticosteroids
- price
- difficulty in servicing
- there are problems if you work on secondary material.
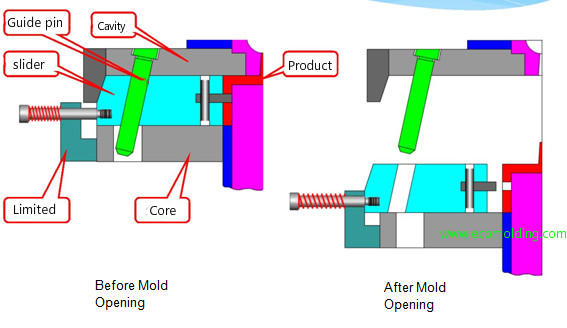
The Structure of Automotive Injection Mold
The thermostatic structure of the mold must create the correct distribution of the thermal sides of the molding levels of the mold and be separate to reduce the time spent on the manufacture of the part. The final work of the designer to develop an Automotive Injection Mold will be a 3D model of the form, and a set of technical documentation.
The 3-D example of the forming planes come by the designer is common for the writing of programs and processing of surfaces of metal on the ChPU machine. At the end of the creation of products following the design, documentation is assembled, also prepared for testing the mold.
- general information about hot runner systems
- res-forms with a hot-runner system for processing thermoplastics
Conclusion Automotive Injection Mold
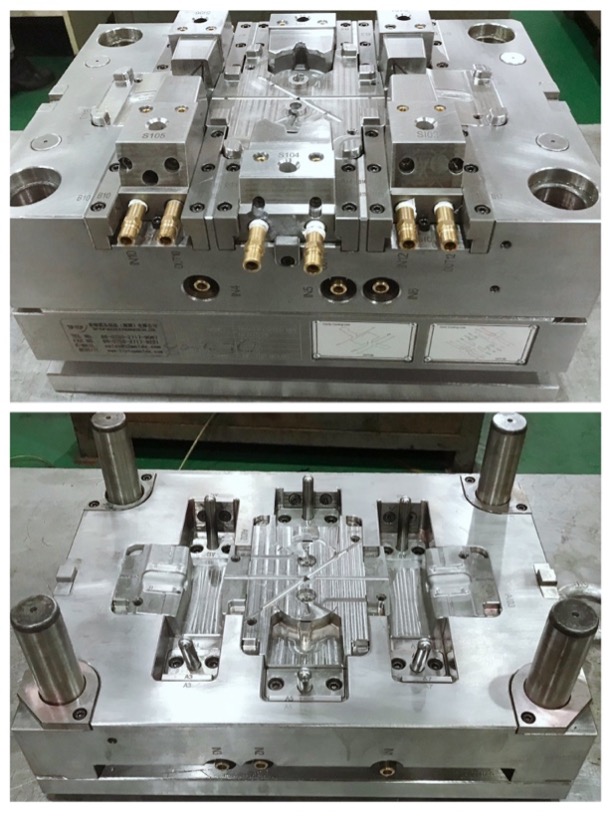
After installing the mold on the thermoplastic machine, we test the mold. Our purpose is to collect information for future changes and corrections of surfaces, gutter, and ventilation systems, after these actions the mold comes into operation.
The final stage of manufacturing the part – Automotive Injection Mold. At this stage, it is important to adjust the process of casting plastic parts under pressure.