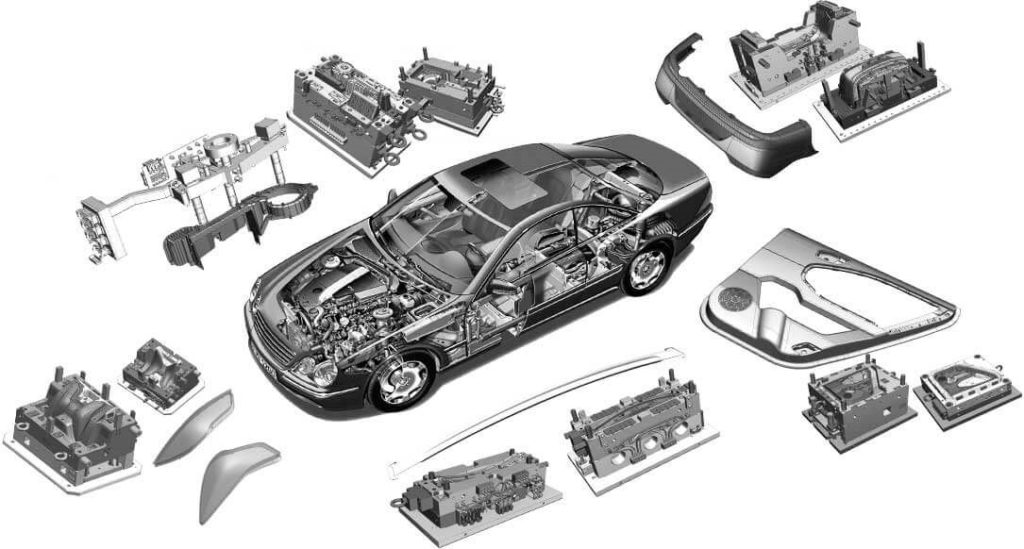
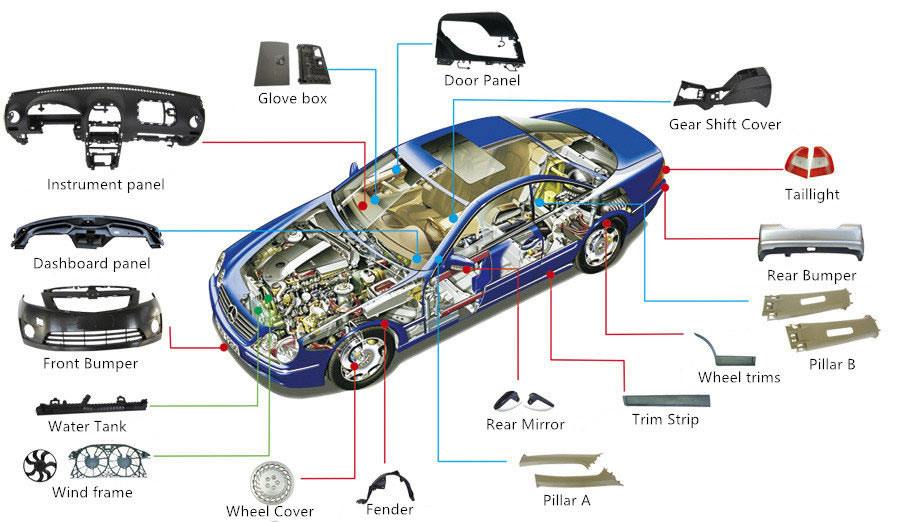
Introduction of Automotive injection molding
Having competitive automotive injection molding plants is not a goal for the near future. It is a necessity for the present. If we want to be at the forefront of world standards, it is the ideal time to break paradigms.
It is to implement an action plan so that their injection plant has profitable products and increases competitiveness.
1. Invest in a robust product and mold design phase:
The problems that are easy to solve at this stage are key to a successful and profitable project. For this, we must have a team trained not only in aesthetics and user experiences but also in product design.
Hence, we can create automotive injection molding easily. This concept is known as design for manufacturing, and for us, it is equivalent to design for injection.
This may mean the survival of our product through the time after its launch. Despite the design rules being described in the mold design books, companies continue to see manufactured products. This violates the rules of an injectable product design, and this situation is recurrent even in large consortia businesses.
2. Partial or integral solutions for automotive injection molding
We are in the millennial era where it is possible to use different technologies such as:
- Prototyping
- Simulation
Prototyping allows having model pieces where there is an exchange of meanings, customization, and decision-making for shape changes.
For its part, simulation and parallel advance in computational capacity provide a wide range of software developers. In this topic, we say that there is still a lot of fabric to cut from, but we can review that in a future edition. There are no good or bad software packages.
3. Operational functionality of the product
If you are part of a company that markets molded products, the product design must be robust enough. You are comfortable with the risks it provides to the automotive injection molding maker. For this reason, its viability must come not only on the prototype but should also carry out an exhaustive finite element analysis.
Similarly, it determines the operational functionality of the product. This should move by a process simulation where it is possible.
Essential to have a partner that supports you
Quantify your product in productivity, material, and quality before passing it to the mold designer. It is essential to have a partner that supports you throughout the production chain. It not only allows you to simulate the product but also to perform complete mold analysis.
All interacting materials (metal, plastic, and water) and process square as if they were at the foot of the machine. The application of these technologies can represent an anticipated saving of approximately 27% in raw materials, a 50% reduction in cycle time, and 20% in design iterations. Have you already done the math?
4. Temperature control – formula five:
It is still believed that the only variable of thermal control in an injection process has to do with nozzle and water temperature (either chiller or peripheral equipment). However, other hidden variables affect the thermal history of the polymer from the pellet state until the product is expelled.
For this reason, it is transcendental to break down the known and the unknown in this matter. For both technologies described in point two, it is important to be clear that nipples, screws, nuts, plugs, etc., are consumable components and large accumulators of deposits, therefore, with maintenance, new ones should be installed.
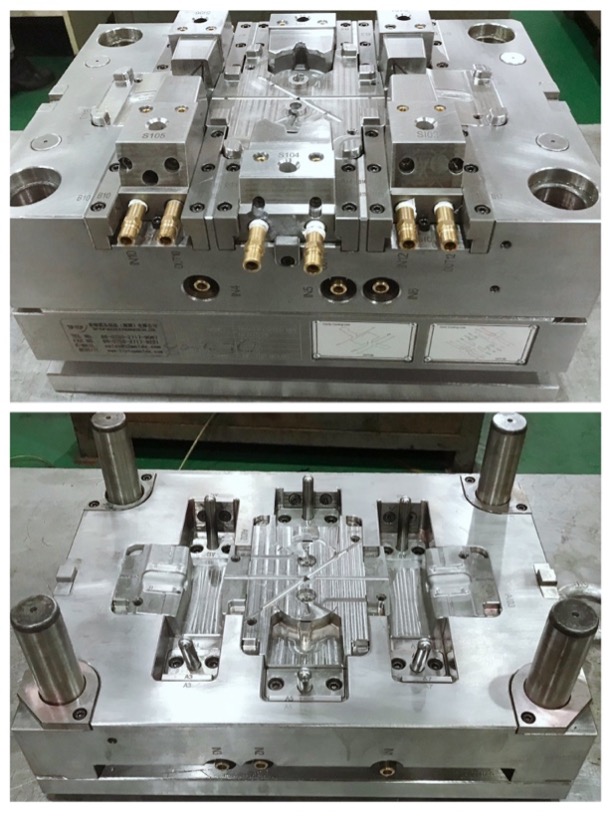
5. Automotive injection molding
At the end of production, the automotive injection molding must be free of any adhering plastic residue, regardless of the type and quantity of material. For this, the chemical attack must be common which, depending on the aggressiveness of the polymer, will be concentrated.
For this idea, it is also recommended to remove the lubricant residues from the moving side of the mold with a degreaser.
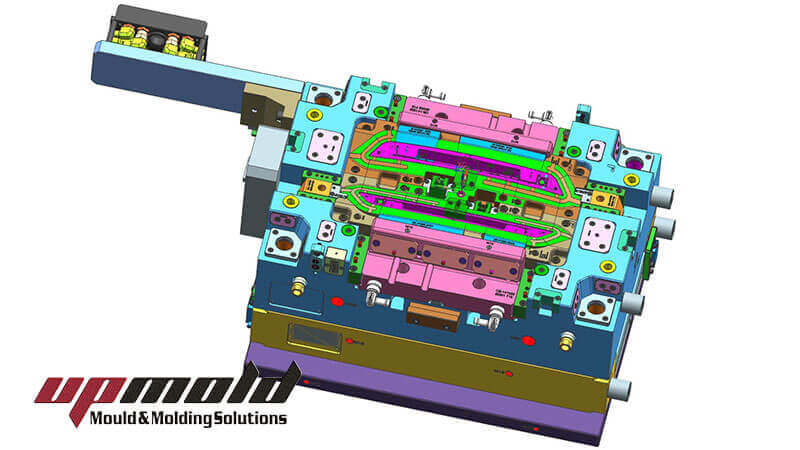
6. Hot Runner System for Automotive injection molding
In summary, after a demanding productive run, the thermocouples, cartridges, and heating bands should be checked with a multimeter to compare with the datasheet that is within the normal range.
This is a very specialized system that must be supported by the system supplier since assembly and maintenance training should be carried out with the delivery of the mold.
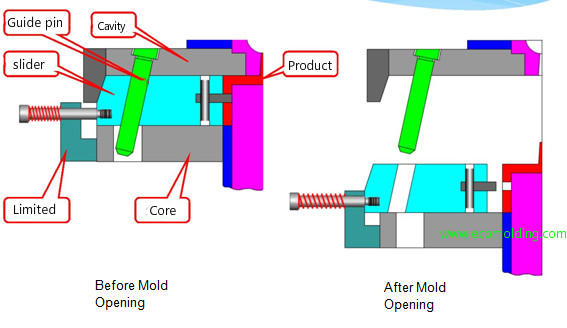
7. Slide Guides Automotive injection molding
In the moving half, the guides require care. On the one hand, it is important to clean with acid and resin-free lubricants, and, on the other, to check the cylinder seal level in case of having hydraulic actuators on the slides and inserts.
8. Contact Between Nozzle And Material Inlet To The Mold
This area is subjected to high loads during operation. There is a free space where the material can flow and relieve pressure, however, this burr must not exceed the limits; If this happens, the area must be rectified or the temperature profile configured in the machine must be reviewed.
9. Proper Mold Handling
The problem of damage provided to the Automotive injection molding lies especially in operating and assembly errors, which in the same proportion is a problem attributed to poor communication between the design and maintenance team.
Everything starts from the fact that each mold is unique and it is not correct to generalize the maintenance process. It must start from a general protocol, but each mold must have its resume documented and the workshop must have adequate equipment that allows the mold to be handled correctly.
10. Automotive injection molding Instrumentation
Automotive injection molding allows comfortable opening, turning, locking, and closing of the mold, reducing the risk of systematic errors.
The production documentation is useful to find out that there is a problem, but the information available will be much more effective if we have a plant that applies the concept of Industry 4.0. This is possible by implementing sensors for temperature, pressure, humidity, flow rate, number of cycles.
Conclusion
Automotive injection molding
The exact time the Automotive injection molding was open, etc. in each mold. This is the beginning of an intelligent plant. This allows establishing the cause and/or root of the problem, effective maintenance times of the mold, and making correct decisions in real-time.