In this blog, we would like to share some ideas on the plastic molding. It is onto considered when integrating a new mold in your production plant. It is essential that the operator analyze the project to understand the construction of the acquired equipment. And follow some basic guidelines for connecting the mold systems.

Once the mold is in the machine and all the connections and movements have been checked, we proceed to adjust the homogeneous temperatures. In addition, to obtain a process suitable injection, we must adjust different temperatures: Temp the cylinder, Tª of the mold, and Tª of the melt.
Plastic molding temperature-based division
The plastic molding temperature in the plasticizing cylinder is divided into zones. It is where we must be guided by the indications of the polymer manufacturer. The temperatures of the first and last zone cannot differ more than 30 ° C (5-10 ° C between each of the zones). The injection nozzle must be at the same temperature as the front part of the cylinder.
How to correctly define these temperatures, always within the allowed limits? We must know the product: its geometry, thickness, etc. The temperatures that we configure in the mold will be responsible for the quality of the injected product. The cycle time and the dimensional result of the pieces become accurate.
What is the cooling mechanism of plastic molding?
The plastic molding has a cooling system that allows the melt to solidify and control the temperatures from outside the mold. Controlling the result on the piece in injection process optimization is a significant part of injection molding and has its pre-defined.
If work with temperatures lower mold, will obtain cycles shorter, but this leads to work with more powerful machines’ injectors (higher injection pressure and greater closure force). And consider possible defects in the product (greater fragility of the product, hollow parts, dull product surfaces, etc.)
What to do if the work has hot molding?
If work with a hotter mold, we reduce the required clamping force of the plastic molding. It is improving the visual appearance of the product and filling easier. Sounds perfect?! Well, there are drawbacks: the contraction of the material under these conditions is increased, as well as the cycle time.
In addition, due to the greater adherence of the pieces to the surface of the mold, more visible ejector marks can be observed. Moreover, each operator, depending on the product, must adjust the process temperatures to find a compromise between different aspects of the product and the production process.
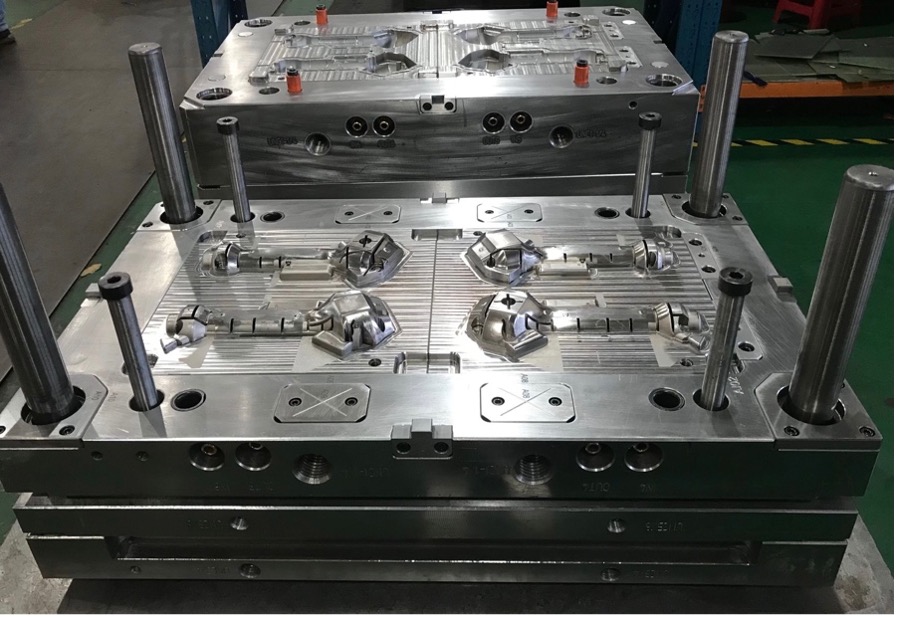
What is plastic molding?
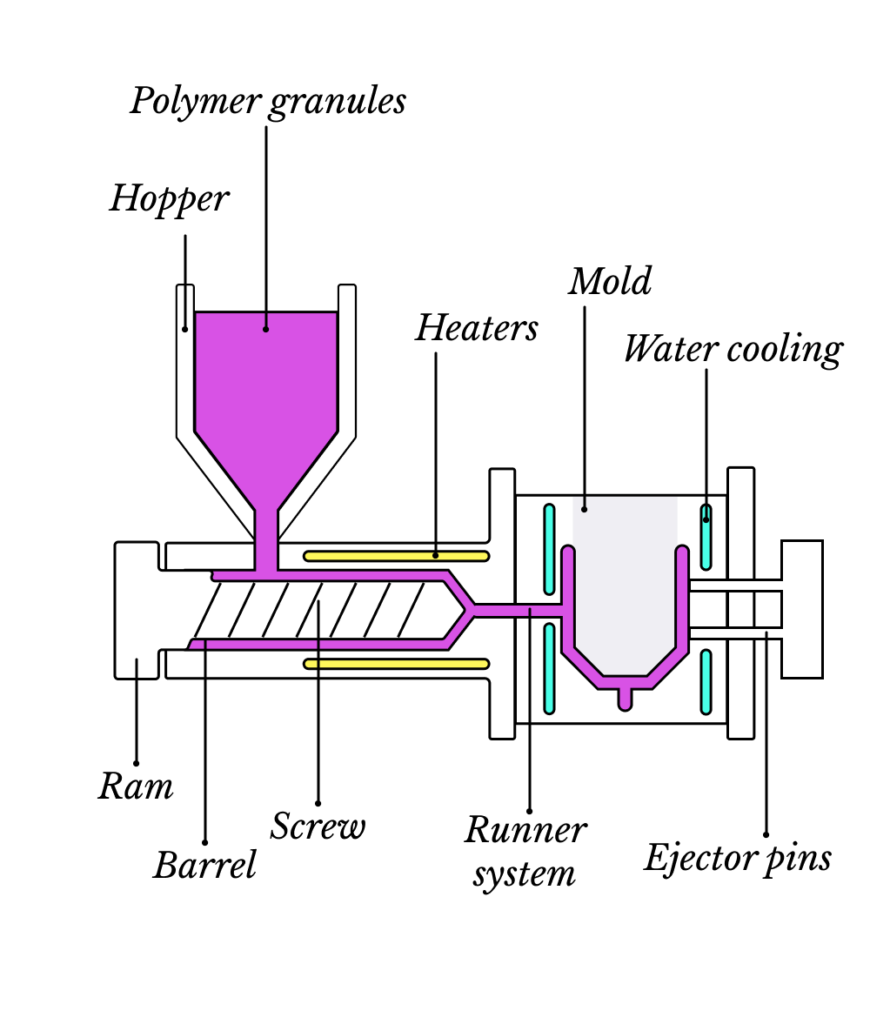
Plastic molding is a transformation tool common to shape the raw material introduced under pressure and high temperatures for its interior with the use of specific injection machines, guaranteeing its solidification and cooling until the moment of the possibility of ejection of the final piece.
In this way, the mold receives the raw material in its liquid state from the injection machine. Gives it the previously defined shape (in the form of a negative in the cavity and male/punch), rapidly cools the molded part. And carries out the expulsion of the same. Example_mold_3plates
Types of plastic molding
There are 3 basic types of conventional molds:
- 2-Plate molds
- 3-Plate molds
- Hot Runner molds
The fixation of the plastic molding in the injection machine (in its fixed and mobile plates) is carried out by means of mechanical fixation (screws). The clamping plates/clamping flanges move except for some exceptions. The entire mold has centering elements in its design to guarantee the perfect centering of the two main parts of the mold (cavity/punch or fixed / mobile part).
Precautions for plastic molding
During all operations, thus being able to avoid:
- Dimensional problems in injected parts
- Risk of damaging internal components, such as inserts and/or molding surfaces
- Displacement of the two halves of the mold under high pressures of the injection machine
Examples of plastic molding
Some examples of centering elements for plastic molding are:
→First, guide columns
→ Second, inclined guides
→ Moreover, interlocks / Side centering devices
→In addition, conical centering devices
→ Additionally, bushings
What is an ejection system?
The set of components that guarantee the ejection of the injected and solidified part is called the expulsion system. This system can be mechanical, hydraulic, or pneumatic, depending on the mold and type of product.
Ejectors of plastic molding
Some types of ejectors for plastic molding:
- Firstly, Cylindrical head ejectors
- Secondly, tubular Ejectors
- Moreover, foil ejectors (common for thin gauge parts)
- Lastly, ejector plate (which can even be part of the molding surface)

One of the important aspects that must be considered when designing a mold is the cooling system and its circuits. It consists of a set of channels in the mold plates for the passage of a cooling liquid. With a good cooling system correctly designed according to the type of product. It allows us to obtain a stable and sufficiently low temperature of the molding elements to cool the injected plastic and solidify it.
Factors of plastic molding
This factor has a direct impact on the quality of plastic parts (aesthetics and mechanics). To guarantee the same plastic molding results at different times / in different production plants, we must always maintain the 2 parameters: compaction and the temperature of the part when demolding/ejection.
As the last point to be discussed in this blog, we are going to talk about the feeding system of a mold. All the molds are divided into 2 large groups: cold runner and hot chamber. Within each group, there are numerous types of solutions, but we will see them in detail in one of the following blogs.
Conventional solution role in plastic molding
A cold runner or conventional solution is the cheapest that exists in the sector, but it presents several limitations. Which are solved with the hot runner solution? Hot runner injection allows the plasticized raw material to be carried to the molding areas.
The main advantages of this system are the significant reduction of material waste by eliminating the casting, the much shorter injection cycles. The product quality is significantly improved, given the large number of solutions provided by the manufacturers of hot runner systems.
Get in touch with us for plastic molding
We hope that this information on plastic molding will serve to improve your production processes and reinforce your improvements on the road to success. Lastly, welcome to contact us; We will accompany you towards the success of your project.