8 Common extrusion problems and their possible solutions
High motor amperage, uneven flow, rough surface, and interrupted material output are some of the problems encountered in the plastic nail mold process.

It is common in any plant to have to troubleshoot during production. However, addressing these issues in an inefficient, rapid, and undocumented way leads to increased uncertainty and downtime. Moreover, this lowers product quality and profitability.
What are the most common problems in the extrusion process?
This article will address eight typical problems in the extrusion process, discussing their causes and the possible way forward to solve them.
1. High motor amperage:
The possible causes for this event can be:
- low resin temperature
- Moreover, poor selection of the plastic nail mold
- blockages in the screens
- Furthermore, engine capacity or contamination within the system
Possible solutions include in the first instance increasing the temperatures and checking the electrical output of the heaters. Similarly, it also changes the perforated plate grids.
In terms of resin selection, the possibility of working with a low molecular weight polymer should evaluate. It is also necessary to evaluate the engine, diagnose its condition and see if it requires maintenance, or slow down. The screw should also remove to check for any contamination.
2. Interruption of plastic nail mold material outlet:
Possible causes of this issue can be hopper caking, bridging, clogging, or problems with the cooling jacket. Possible solutions include reducing the temperature in the feed zone. Furthermore, this uses a ‘cram’ type feeder or extrudes the plastic nail mold into the pellets in a separate operation.
It is also a good option to see the rate of degradation or crosslinking of the resin in the mesh package. Moreover, it is to check that the cooling jacket is not working on the solid areas.
3. Uneven flow of plastic nail mold temperature:
Causes can be unsuitable temperatures, contamination, or melt transport problems. To deal with this problem, a range of activities is opened that can bring us closer to a good outcome: increasing the temperatures in the heating zone can be a way, removing the internal mixer if it is in use.
Lowering the temperature of the feeding zone in case of bridging, cleaning the mesh package, checking for possible obstructions in the hopper, removing the screw and checking for contaminants, or increasing the product’s traction pressure for plastic nail mold.
4. No plastic nail mold material output:
This involves factors relevant to the hopper, the screw, the mesh pack, and/or the extrusion die. To correct this problem, one or more of the following actions must carry out:
- open the distribution valve of the hopper
- use a soft bar to dislodge the bridging
- Moreover, put vibration pads and
- Furthermore, use an agitator in the feeding zone of the hopper.
Other activities that can address this problem of plastic nail mold have to do with the screw. Similarly, it may be necessary to change the terminals of the screw drive motor, make it repair, clean it, use a low friction coating or have spare parts already manufactured and ready to mount. On the other hand, it would also work to dislodge the lock from the feed opening.
5. Melted particles in the extrude:
The origin of the problem surely comes from the mesh package, an incorrect setting of temperatures, contamination, among others. To repair this affectation, it is necessary to check first if there is any hole to consider in the mesh package to replace.
Subsequently, measures are easy to take such as increasing the temperature in the compression and dosing zones of plastic nail mold.
6. Colorless extrusion profile:
The reason for a homogeneous colorless profile involves polymer degradation, poor or incorrect mixing, and improper die design.
The three alternatives to solve this circumstance can be: first reduce the temperatures or speed of the screw, two, add a mixing head or concentrators to achieve a homogeneous mixture of the pigment, and/or three, optimize the flow in the die or use a Smaller or slower extruder for material output.
7. Rough surface, lines in the die or fracture of the melt:
The root of this problem is located in the isolated zone of the die and the resin. To solve this type of issue, the die design and/or its temperature must be modified.
The melt temperature must be lowered and/or a material with a lower molecular weight or with a broader molecular weight distribution must be common.
8. Benefit of Sharkskin:
This type of defect directly comes with the given extruder, the raw material, and/or the operation. The actions that can solve this problem of plastic nail mold on increasing the melt and die temperature, increasing the resin outlet “gap”.
Using a resin with a lower modulus or with wide molecular weight distribution, and for operational issues, Screen packages should be changed and backpressure and extrusion speed reduced.
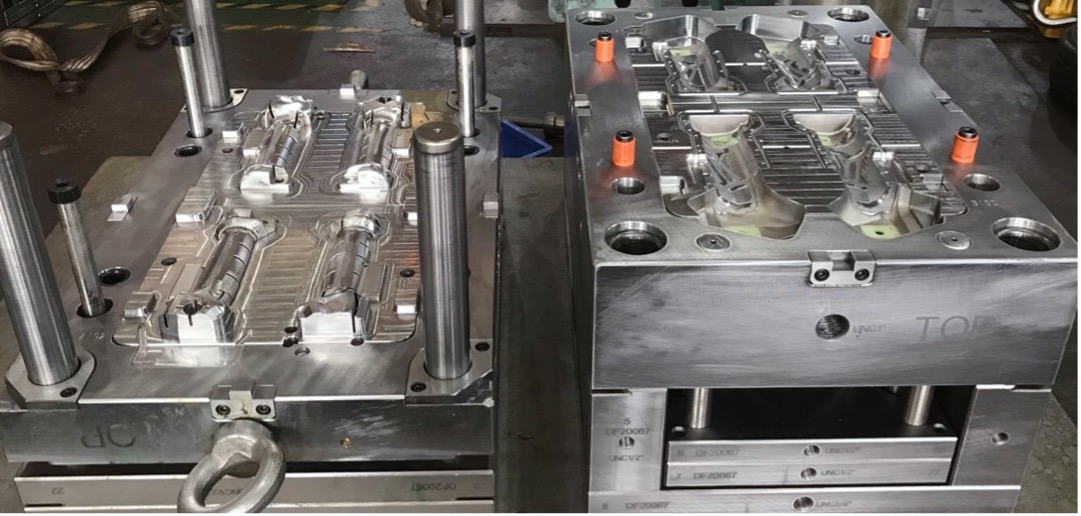
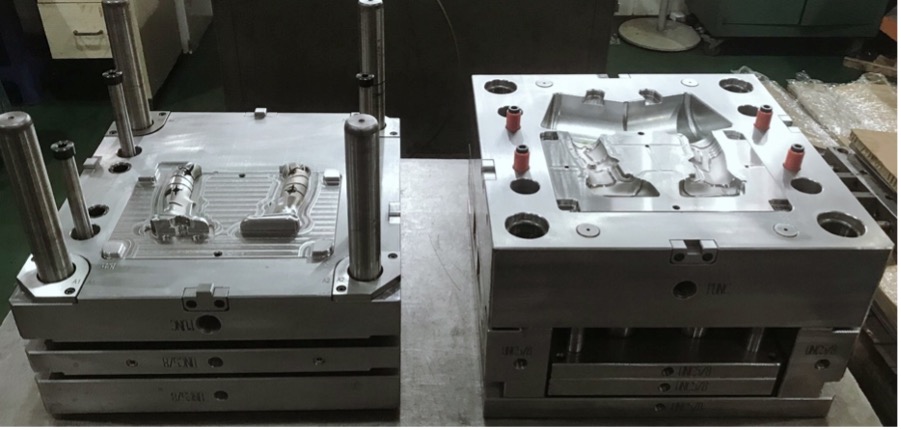
9. Plastic nail mold injection system
Both stages of plastic nail mold operate like a conventional injection process, which is easier to configure, maintain and operate continuously, compared to more complex co-injection systems. It is manufactured from two standard molds, designed to produce the individual layers in a precise and repetitive way.
For under landers, the main advantage is significant cost savings, as the thickness of layers incorporating high-cost additives is easy to control. For example, in applications that incorporate titanium dioxide for pigmentation, it has been possible to reduce costs by 15%.
Not only think of applications of for barrier but for example also in pearlescent colors or pearlescent in the inner layer, over-molded with a layer of PET translucent outside, same that gives the preform a glossy appearance.