What is insert molded parts?
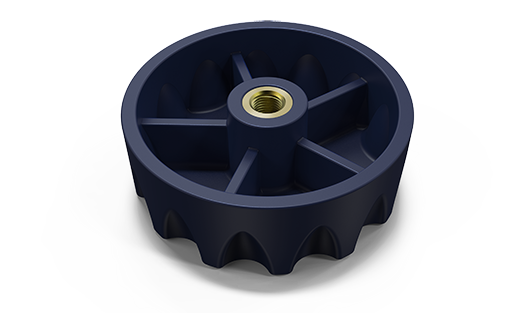
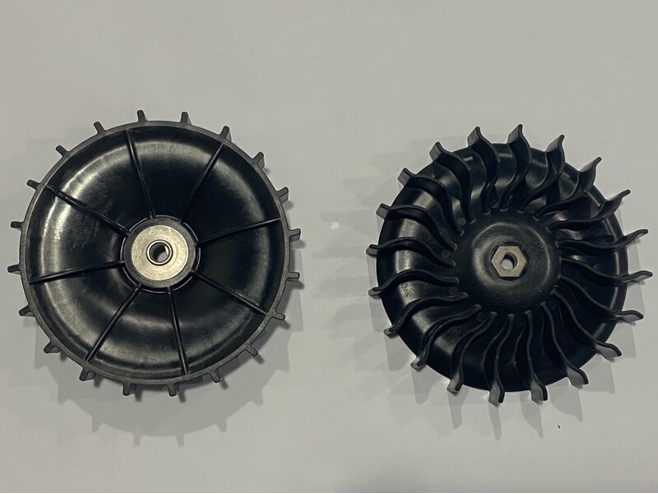
Insert molded parts are often common to shape products, and are common in a variety of industrial mechanical industries. Mold products such as household appliances, wheels, plastic bottles, electronic equipment, medical equipment, etc.
With the application of CNC technology in the mold processing, they not only have high accuracy. It also meets the specific needs of each product. Besides, the mold manufacturing process is also simpler thanks to the automatic control system of CNC machines.
Thereby helping to save production costs and increase the production efficiency of enterprises.
Insert molded parts is a metal tool common to create products
An Insert molded parts is a metal tool common to create products according to the shaping method. Also, the structure and size of the mold designed and manufactured depend on the shape and quality of the product to be produced. Thereby, it is possible to ensure its features, use and not lose its effectiveness.
- Types of popular Insert molded parts today
There are 9 types of popular molds today:
2.1. Sand casting mold
Sand casting molds are special tools common to mold liquid objects into shapes. Using technology to make products by pouring materials in liquid form into molds. Also, this is a very popular method that is now widely applied in all fields such as machine building, vehicle manufacturing, etc.
Products of sand- Insert molded parts are usually engine body, distributor, exhaust manifold, wheel, figurines, etc. From metal materials such as steel, aluminum, copper, etc.
Sand casting mold
2.2. Pressure die to Insert molded parts casting
Pressure casting is a method of making products by filling a mold with liquid metal and solidifying under the action of high pressure.
Molds are commonly common and are mainly common to manufacture complex parts such as brass trumpets, air valves, engine parts, precision products, etc. mainly lead, zinc, aluminum, copper, etc.
2.3. Forging Insert molded parts
Products are formed by stamping materials in a stamping die. For example, crankshaft, arm, or coupling, etc.
2.4. Forming stamping mold
A type of Insert molded parts that create a product by stamping a metal sheet into the mold cavity.
Forming dies are widely common in the industry. Moreover, Products from stamping die include metal parts in:
- Automobiles:
- Airplanes
- Home Appliances
- Electrical Appliances
- Electronics
- Consumer Goods
- Military Equipment
- Medical Products
- Frames, Doors, Steel Rims, Aluminum Trays, Shifters, Cups.
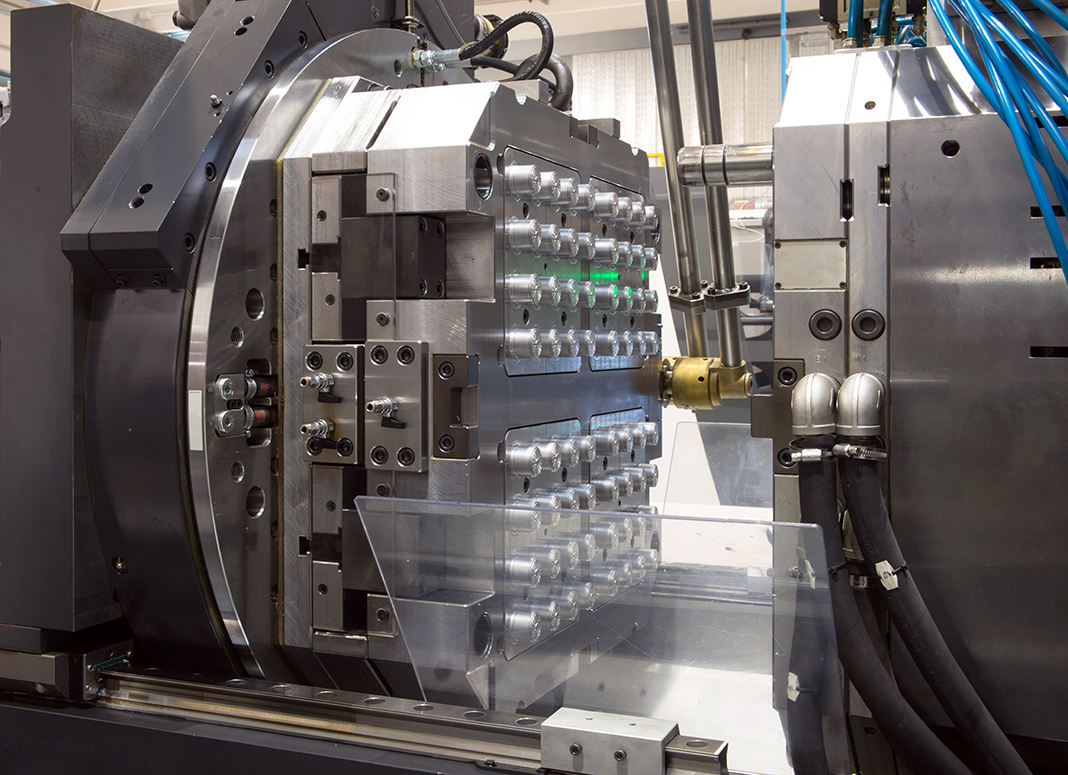
2.5. Plastic injection mold
Insert molded parts are common to mold plastic products by heating plastic materials.
Also, Molds are common for various methods of injection molding, injection molding, and extrusion.
Plastic mold products such as electrical appliances, car interiors, or general plastic products such as plastic bottles, etc.
2.6. Plastic Insert molded parts extrusion “Extrusion”
The continuous extruder is formed by placing the material with a screw outside the outlet port of the device. Also, the material will have the same shape as the outlet section of the device. Plastic extrusion products are tubular, or long tube products.
2.7. Blow mold
The product is to Insert molded parts by placing the tubular material in the mold and blowing air in. Make it expand until it has the same shape as the mold for casting.
Widely common for many bottle products.
2.8. Vacuum forming Insert molded parts
Heating the sheet material and close to the mold cavity by vacuum suction to shape the part. Hence, we use both concave and convex.
Large product sizes can be molded at a relatively low cost. Also, this method is not castoff for parts with complex shapes.
Generally, these are common to produce product packaging, fruit boxes, food containers, etc.
Rubber injection Insert molded parts
Soften the castings in the firing chamber and push them into the mold cavity by pressure.
Rubber injection Insert molded parts are widely common for the molding of thermoset plastics.
This form of casting was developed for casting parts that are difficult to obtain with pressure casting but are of no use for certain types of parts.
3. Insert molded parts processing process
The mold processing process consists of 5 basic steps including:
- Design
- Program
- Machining
- Heat treatment (depending on required Insert molded parts hardness)
- Measurements
- Assemble
- Polishing (depending on product surface requirements)
Companies can undertake one or more processes, or the entire process to manufacture from the first product to the finished product.
Some large companies may operate in a closed cycle from design to test and assembly. Even directly use molds to produce and trade end products.
4. Applying CNC technology to mold manufacturing and processing
The mold market in Vietnam as well as in the world is growing at a high speed. Also, the mold industry is also developing in the direction of focusing on investment and technology development. Therefore, it is necessary to shorten the production time while the product increasingly requires complexity.
4.1. Applying CAD to manufacturing plastic molds
This software allows designers to create product models in the form of 2D or 3D drawings. The image of this simulation drawing has a perfect degree of realism that is close to the real product after completion. Helps to complete the prototype quickly and accurately.
4.2. Applying CAM to plastic mold making
CAM is not used to create designs, but it has the function of receiving data analysis, calculating parameters given from full CAD drawings, and then controlling CNC machines to operate.
4.3. CNC application in plastic mold making
The process of machining plastic Insert molded parts usually come on CNC milling machines. The machine is easy to control programmed on the computer and brings a lot of benefits.
- Automation of the machining process.
- Also, High processing speed, promoting products to market.
- Moreover, it can produce products from small to large, from simple to complex with high precision.
- In addition, Mass production of products in a short time.
New technology in plastic mold making is CAD/CAM/CNC – the most modern and advanced software and machines. And form a unified, complete system and operating process according to a strict process.
Conclusion
The application of CNC technology makes mold processing easier. Meet the requirements from simple to complex. Not only helps to increase Insert molded parts quality, but also helps the mechanical engineering industry to develop more and more. Moreover, factories and workshops can bring more diverse and sophisticated products thanks to molds.